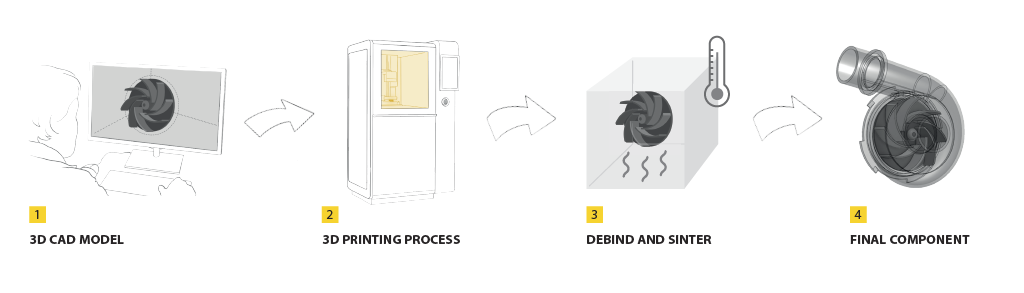


Speed up your time-to-market using tool-free engineering
By eliminating the need for expensive tools, design modifications can be made directly to the CAD data. Product testing is accelerated and time-to-market is significantly shortened.
This gives LCM technology a decisive competitive edge in rapidly responding to new sales opportunities. In addition, LCM solves the problem of demolding fine and complex geometries and eliminates the risk of errors caused by machines, while at the same time meeting all demands in terms of the ceramic properties of the finished parts.
- Direct, tool-free manufacturing using CAD data
- Quick and easy design optimization and product testing
- Multiple designs in the same print job